Tipps & Tricks, wie Sie mit hoher Qualität selbst löten
igu-blog-adm | 30. September 2020
Löten ist ein thermisches Verfahren, bei dem eine nicht lösbare Verbindung zwischen Werkstoffen mithilfe eines Lotes hergestellt wird. Das Lot besteht aus Zinn sowie weiteren Metallen, wie z.B. Kupfer oder Silber und ist eine leicht schmelzbare Metalllegierung, die als Verbindungsmaterial zwischen den Werkstoffen dient.
Welche Lötverfahren gibt es?
Lötverfahren werden – in Anlehnung an DIN 8505 – nach verschiedenen Gesichtspunkten unterteilt. Weichlöten ist Löten mit Loten, deren Liquidustemperatur unterhalb 450 °C liegt. Hartlöten ist Löten mit Loten, deren Liquidustemperatur oberhalb 450 °C liegt. Folgende Lötverfahren existieren:
- Flammlöten
- Ofenlöten
- Elektrisches Widerstandslöten
- Induktionslöten
- Reflowlöten
- Laserlöten
- Kolbenlöten
Löten mit dem Lötkolben
In diesem Beitrag konzentrieren wir uns auf das Löten mit dem Lötkolben (=Kolbenlöten) und geben Ihnen Tipps, wie Sie selbst Lötverbindungen mit hoher Qualität herstellen.
Zum Herstellen elektrischer Verbindungen eignen sich sowohl Schraub-, Crimp- als auch Lötverbindungen. In der Praxis, z.B. bei Reparaturarbeiten, hat man jedoch nicht immer gleich für jeden Crimpkontakt auch die genau passende Crimpzange zur Hand oder die zu verarbeitenden Materialien lassen nur einen Lötanschluss zu.
Die Anschlusstechnik des Lötens ist flexibel einsetzbar. Lötverbindungen werden meist dort bevorzugt, wo die elektrische Leitfähigkeit über einen langen Zeitraum konstant gesichert sein muss oder wenn die Verbindungsstelle dauerhaft abgedichtet werden soll.
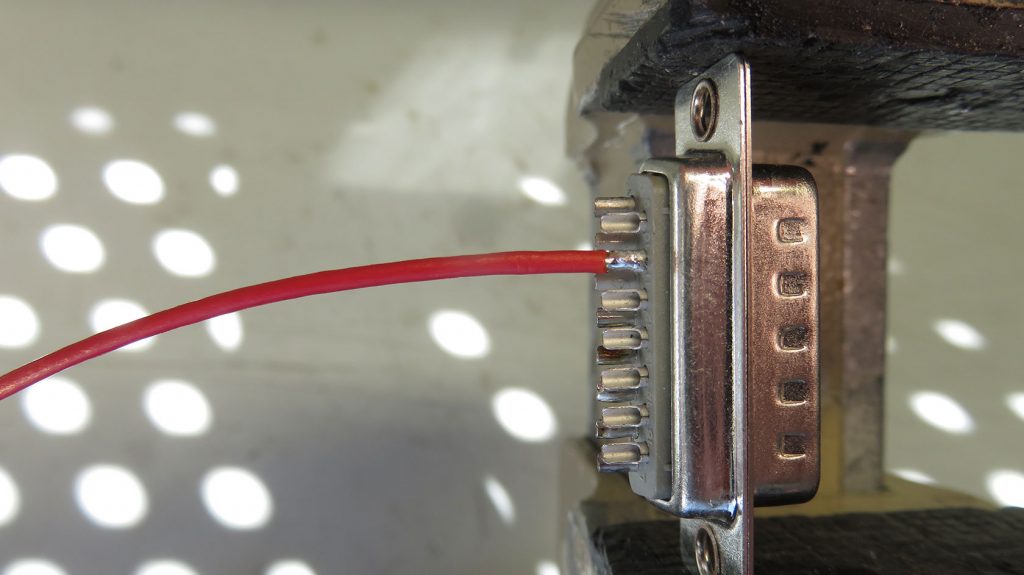
Auf den ersten Blick sieht der Vorgang des Lötens einfach aus, ist bei näherer Betrachtung aber ein komplizierter Vorgang, der beherrscht sein will. Die frei von Hand verzinnte Kontaktierung ist stark von der ausführenden Person sowie von der Temperatur, dem verwendeten Lot und der Größe der zu verbindenden Bauteile abhängig und unterliegt gewissen Schwankungen. Richtig löten will also gelernt sein. Unter der Beachtung einiger Kriterien und mit etwas Übung ist Löten kein Problem.
Wie Sie häufig auftretende Fehler beim Löten umgehen und was Sie im Lötprozess unbedingt beachten sollten, zeigen wir Ihnen im weiteren Verlauf des Beitrags.

Häufige Fehler beim Löten
1 Zu niedrige Temperatur am Lötkolben
Das Lötzinn geht nicht in die Fließphase über. Die Folge ist, dass die Lötstelle eine mangelhafte oder gar keine Kontaktierung hat.
2 Zu hohe Temperatur am Lötkolben
Zu hohe Temperatur oder ein zu langes Verbleiben der Lötspitze an der Lötstelle führen zu Temperaturschäden. Die Isolierungen der Adern können schmelzen oder die zu verlötenden Bauteile selbst werden beschädigt.
3 Vorzeitiges Entfernen der Lötspitze von der Lötstelle
Die Fließphase kann nur teilweise oder gar nicht stattfinden. Die zu früh einsetzende Bindephase sorgt für eine fehlerhafte Kontaktierung.
4 Kalte Lötstelle
Das Auftragen des Lötzinns auf die Spitze des Lötkolbens, um dann die Lötzinnblase auf die Lötstelle zu übertragen, führt zu keinem vernünftigen Ergebnis. Da die Lötstelle kalt ist, kann das Lötzinn keine Verbindung mit dem Bauteil eingehen.
5 Bewegung der Bauteile in der Abkühlphase
Wenn in der Abkühlphase die Bauteile bewegt werden, bricht das Lötzinn an der Stelle, an der es noch weich ist. Das Ergebnis sind nicht nur Risse in der Lötstelle, sondern auch eine mangelhafte Kontaktierung (sog. kalte Lötstelle).
Die 3 Phasen des Lötvorgangs
Bevor mit dem Löten begonnen wird, ist es essenziell zu wissen, was genau während des Lötprozesses passiert. Der Lötvorgang besteht aus drei Phasen.
Wichtig: Nur wenn alle drei Phasen korrekt erfolgen, ist der Lötvorgang erfolgreich und die Verbindung der Fügeteile ist qualitativ hochwertig, stabil und leitfähig.
Phase 1: Benetzen

In der ersten Phase wird die Lötstelle mit der Lötspitze erhitzt und anschließend wird Lötzinn zugeführt. Dabei ist darauf zu achten, dass die Lötstelle komplett mit Lötzinn benetzt ist.
Phase 2: Fließen

In der zweiten Phase muss das flüssige Lötzinn in die Zwischenräume der Lötstelle fließen. Auf diese Art wird eine großflächige Verbindung der Werkstücke hergestellt. Während dieser Phase wird die Spitze des Lötkolbens von der Lötstelle entfernt.
Phase 3: Binden
Beim Bindevorgang in der dritten Phase kühlt die Lötstelle ab und härtet aus. Das Werkstück darf in dieser Phase unter keinen Umständen erschüttert werden, da dies zu kalten Lötstellen führen würde. Diese beschreiben wir näher im nächsten Abschnitt.
Praxistipp:
Der gesamte Lötvorgang sollte (je nach Größe der Lötstelle) 2 bis 5 Sekunden dauern. Geht das Lötzinn nach 5 Sekunden immer noch nicht in die Fließphase über, muss der Lötvorgang abgebrochen und die richtige Temperatur gewählt werden.
Verpassen Sie nicht unser Whitepaper zum Thema Löten
Hier erfahren Sie, warum manuelle Lötverbindungen gut, technisch gestützte aber besser sind.