Die Genauigkeit eines im 3D-Druck gefertigten Bauteils hängt vom jeweiligen Verfahren und von der Qualität des Druckers ab. Auch das eingesetzte Filament und die Qualität der CAD-Daten spielt dabei eine Rolle.
Toleranzen im 3D-Druck
Gegenüber dem Spritzguss oder spanenden Verfahren sind die möglichen Abweichungen im 3D-Druck größer. Beim Spritzguss von Kunststoffen sind Toleranzen im Zehntelbereich möglich, und bei der spanenden Verarbeitung von Metall kann im Hundertstelbereich gearbeitet werden. Die Abweichungstoleranz beträgt in den meisten Verfahren mindestens 0,1 mm.
Häufig ergeben sich durch das Verwechseln der Begriffe „Auflösung“ und „Toleranz“ Missverständnisse. Die Auflösung eines Polyjet-Druckers von z.B. nur 15µm bedeutet z.B. nicht, dass die Toleranz ebenso niedrig liegt. Hier muss man sorgfältig mit den unterschiedlichen Begriffen umgehen.
Dateiformat von STP zu STL umwandeln
Zur Verarbeitung im 3D-Druck muss eine entsprechende STL-Datei vorliegen. Diese kann entweder direkt aus einem CAD-Programm erstellt oder aus einer vorliegenden CAD-Datei umgewandelt werden.
Durch die Umwandlung von STP- in STL-Daten können jedoch Ungenauigkeiten im Hundertstelbereich entstehen. Dies liegt an den unterschiedlichen Arten der Oberflächendarstellung. Das STP-Format arbeitet mit einem Daten-Algorithmus, der die Daten detaillierter darstellt, als es das STL-Format kann. Dies liegt an der Umwandlung der Oberfläche in eine Art Netz aus Dreiecken, wodurch die Form im STL-Format vereinfacht dargestellt wird.
Die Abweichungen werden beim Umwandeln daher umso größer, je niedriger Sie die Auflösung wählen. Anders herum werden die Daten bei größerer Auflösung ebenfalls immer größer, sodass sie ggf. nicht mehr richtig verarbeitet werden können. Hier muss man als 3D-Druck Neuling zu Beginn etwas experimentierfreudig sein, oder sich ggf. Rat vom Spezialisten einholen. Viele Anbieter von 3D-Druck bieten entsprechende Services an und unterstützen bei der Erstellung oder Umwandlung von CAD-Daten.

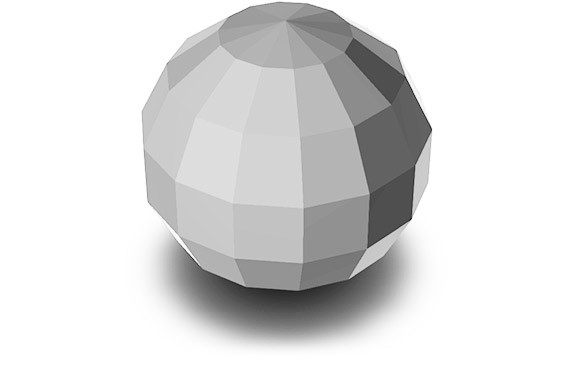
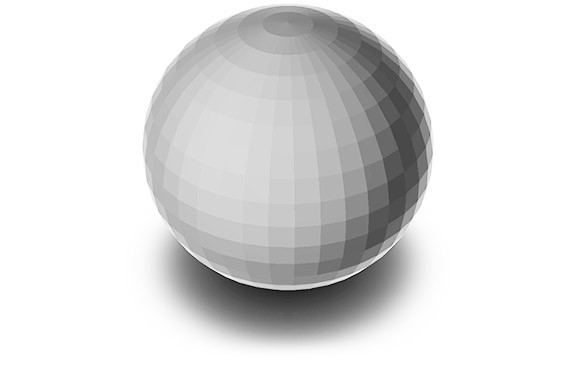
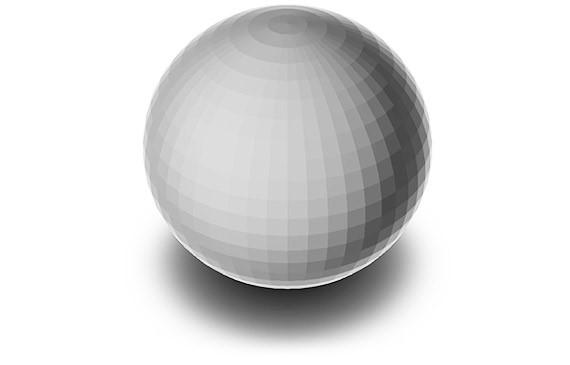
Die Abbildungen zeigen von oben nach unten die Umwandlung aus dem STP in ein STL mit steigender Auflösung. Abhängig von der Komplexität und Größe des Bauteils sollte die Auflösung gewählt werden. Hier im Beispiel würden die beiden mittleren Auflösungen für den Druck dieses Bauteils ausreichen.
Maßabweichungen bei den verschiedenen 3D-Druck Verfahren
SLA (Stereolithographie): ± 0,2 % (mit einer unteren Grenze von ± 0,2 mm)
- Die Stereolithographie (SLA inkl. DLP) ist zusammen mit Polyjet das genauste Verfahren. Der Durchmesser des Lasers beträgt in der Regel zwischen 100 und 150 µm. Im Vergleich zum FDM-Verfahren ist das deutlich weniger.
- Es ergeben sich hier weniger Toleranzen und die Oberfläche des Bauteils lässt sich optimal drucken.
Multi Jet Modeling/Polyjet: ± 0,1 – 0,2 % (mit einer unteren Grenze von ± 0,1 – 0,2 mm)
- Im Polyjet Verfahren wird mit UV-Strahlung gearbeitet und im Gegensatz zur Verarbeitung mit Hitze treten hier sehr geringe Toleranzwerte auf. Dies empfiehlt sich bei Bauteilen, die sehr filigran sind oder teilweise dünne Wandstärken aufweisen, da durch das UV-Verfahren weniger Spannungen oder Schrumpfungen am Material auftreten.
FDM: (Fused Deposition Modeling) / FFF (Fused Filament Fabrication: ± 0,2 % (mit einer unteren Grenze von ± 0,2 mm)
- Das FDM-Verfahren ist das gröbste der üblichen 3D-Druck-Verfahren, mit einer Düsengröße von normalerweise 0,4 mm und einer daraus resultierenden Mindestwandstärke von 0,8-1 mm. Je nach Material spielt Verzug eine Rolle und beeinflusst die erreichbare Genauigkeit.
- Die Oberflächen sind normalerweise rauer als bei den anderen Verfahren und der Schichtaufbau deutlich erkennbar.
Vermeidung von Toleranzen bei Design & Orientierung im 3D-Druck
Je nach Ausrichtung des Bauteils beim Druck kommt es zu unterschiedlichen Ergebnissen bei der Oberfläche. Je nach Druckverfahren nimmt dies mehr oder weniger Einfluss auf die Qualität des fertigen Bauteils. Es sollte daher bei der Orientierung beim Druck darauf geachtet werden, ob es beim Bauteil bestimmte Funktionsflächen gibt, bei denen es mehr auf eine glatte Beschaffeinheit der Oberfläche ankommt, als bei anderen Flächen. Auch schon beim Design des Bauteils sollte auf die Funktion der einzelnen Flächen des Bauteils geachtet werden.
Nachbearbeitung von Toleranzen
Auch beim 3D-Druck ist je nach Anspruch an das fertige Bauteil eine gewisse Nachbearbeitung der gedruckten Bauteile notwendig.
So müssen zum Beispiel Stützstrukturen bzw. -masse händisch entfernt werden. Ebenso werden die Teile nach Bedarf mit verschiedenen Verfahren gestrahlt oder gleitgeschliffen. Ein schleifen per Hand kann je nachdem auch erforderlich sein um ein optimales Ergebnis zu erhalten. Ein nachträgliches Einfärben des fertigen Bauteils ist ebenso möglich.
Hier erfahren Sie mehr über den 3D-Druck mit verschleißarmen Kunststoffen von igus.